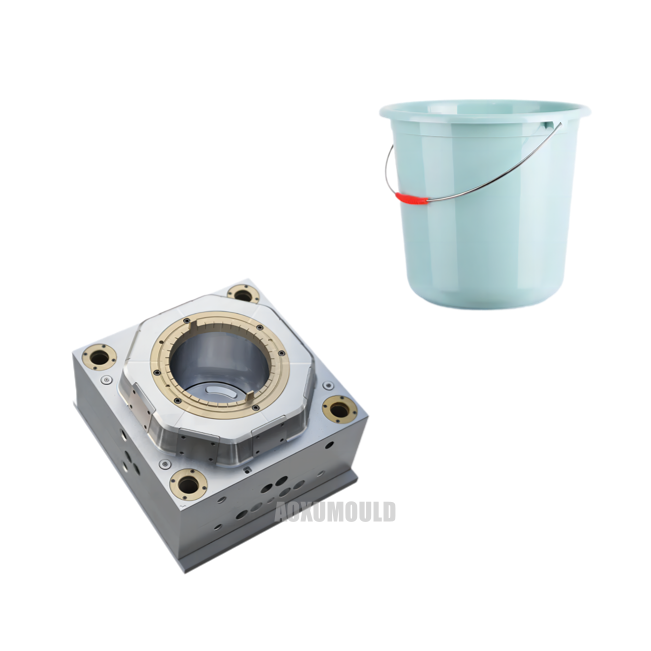




Спецификации плесени
|
Название плесени |
Пластиковая форма для воды |
|
Материал продукта |
Стр |
|
Размер продукта |
240x320x290mm (включает колеса) |
|
Вес продукта |
550g |
|
Материал плесени для полости и. Основной |
C45, P20, 718, 2738 |
|
Основание плесени |
C45 |
|
Система впрыска |
Горячий бегун открывает ворота или клапанные ворота |
|
Подходящая инъекционная машина |
550T |
|
Размер плесени |
490x630x575 мм |
|
Срок службы плесени |
более 300, 000 ПК |
ЧтоDэтистикиDo YвыNэдTo PайAттTo WкурицаDэкипингPПоследнийBucket?

1. Выбор материала: выберите высококачественное пластиковое сырье, чтобы гарантировать, что ведро имеет достаточную прочность и долговечность. В то же время необходимо обеспечить, чтобы выбранные пластиковые материалы соответствовали соответствующим стандартам безопасности и не содержали вредных веществ.
2. Проектирование емкости: емкость ведра должна быть разработана в соответствии с потребностями пользователей и использования сценариев, что должно обеспечить достаточное количество воды, а удобство переноса и использования должно быть принято во внимание.
3. Структурный дизайн: конструктивный дизайн ведра должен быть разумным, гарантировать, что он твердый и стабильный, и нелегко деформация или повреждение. Особенно при проектировании деталей и ручек соединения необходимо обеспечить способность и комфорт.
4. Конструкция ковша во рту: конструкция ковша должно учитывать удобство заливки воды и чистки, а калибр должен быть умеренным, легко залить водой или чистку.
5. Внешний дизайн: в дополнение к функциональности, дизайн внешнего вида ведра также важен. Он имеет привлекательный дизайн внешнего вида, так что людям он может понравиться с первого взгляда и увеличить пользовательский опыт.
КакTo EнерешенноеTонLоад-BуходCподъемаPПоследнийBucket?
Ключевые меры для обеспечения несущей нагрузки
1.Выбор материала
Полиэтилен высокой плотности (HDPE): устойчивый к удаке и химической коррозии, является распространенным материалом в ведрах.
Полипропилен (PP): легкий и устойчивый к высоким температурам, но может стать хрупким при низких температурах.
Добавьте армирующие агенты, такие как стекловолокно или углеродное волокно, чтобы улучшить жесткость материала.
2.Оптимизация структурной конструкции
Нижний жесткости: разработайте сетку или жесткости кольца, чтобы распределить нижнее давление.
Распределение толщины стенки: нижние и боковые стенки утолщены (обычно дно самое толстое), а верхняя часть может быть прокражена надлежащим образом.
Округлый переход: избегайте прямоугольного угла, чтобы снизить риск разрыва, вызванного концентрацией напряжения.
3.Управление процессом производства
Параметры литья под давлением: точный контроль температуры, давления и скорости охлаждения, чтобы избежать пузырьков или следов усадки.
Точность плесени: обеспечить равномерную толщину стенки и уменьшить дефекты.
После лечения: отжиг для устранения внутреннего стресса и улучшения долгосрочной стабильности.
4.Контроль качества и проверка
Тест давления отбора проб: моделируйте фактическую нагрузку, чтобы обнаружить критическую точку деформации или разрыва.
Обнаружение толщины стенки: Ультразвуковая или лазерная толщина, чтобы гарантировать, что толщина соответствует стандартной.
Тесты падения: проверьте сопротивление воздействия в транспорте или использовании.
5.Экологическая адаптивность
Влияние температуры: холодные материалы (такие как модифицированный HDPE) должны быть выбраны для низкотемпературных сред.
Защита от ультрафиолета: анти-UP-агент добавляется для предотвращения потери силы из-за старения.
Во -вторых, обычно используемые стандарты теста
Пластиковые ведра должны быть проверены в соответствии с международными, национальными или отраслевыми стандартами, следующие являются общими стандартами:
1. Международные стандарты
ASTM D1998: Оценка долгосрочной гидростатической прочности (например, сопротивление ползучести) материалов HDPE.
ASTM D2412: Параллельная нагрузка на пластин, измерение сопротивления сжатия корпуса ствола.
ISO 13268: Проверка производительности сжатия подземных пластиковых контейнеров в температурных циклах.
ISO 22498: метод испытания на падение пластиковых контейнеров.
2. внутренние стандарты
Gb/t 13508-2011: стандарт для контейнеров из полиэтиленового выдуха, покрытия гидростатических, каплей и других тестов.
QB/T 2818-2017: Стандарт пластиковой питьевой воды, который указывает скорость деформации нагрузки, герметизации и т. Д.
GB/T 4857.5: Метод испытаний на падение для перевозки упаковки (имитационная загрузка и процесс разгрузки).
3. Метод испытания
Тест статической нагрузки: номинальный вес нагрузки (например, в 1,5 раза номинальная емкость) в течение 24 часов, чтобы проверить деформацию или утечку.
Тест на падение: свободное падение с высоты от 1,2 до 1,5 метра (разные углы), чтобы наблюдать, сломается.
Тест давления: внутреннее давление на дизайн значения (например, 0. 1mpa), поддерживайте 30 минут без утечки.
Экологический тест: тестирование изменений в несущей нагрузке при высокой температуре (60 градусов C) или низкой температуре (-20 степень C).
Долгосрочный тест на ползучесть: нагрузка в течение нескольких месяцев, чтобы оценить сопротивление материала деформации.
Дизайн для продукта и. Форма

ЧтоAрепутацияTонPрокингSТепсAн.д.RравенствоPПоследнийВода BUCKETФорма?

Во -первых, этапы обработки пластиковой формы для водного ведра
1. МоuLD Design
Анализ продукта: дизайн в соответствии с размером, формой, толщиной стенки, подкреплением и другими требованиями ведра.
Развалившая конструкция поверхности: Определите развалившую поверхность формы, чтобы обеспечить плавное демонстрацию.
Конструкция стробирования системы: проектирование бегуна, затвора и выхлопной системы, чтобы обеспечить однородное пластиковое заполнение.
Проектирование системы охлаждения: проектируйте охлаждающую воду, чтобы обеспечить быстрое и равномерное охлаждение формы.
Дизайн системы эжектора: разработка наперма или верхней пластины, чтобы обеспечить плавное выпуск продукта.
2. Выбор материала
Умирающая сталь: обычно используется P20, 718, H13 и другие высококачественные стали, требующая высокой твердости, износостойкости и коррозионной стойкости.
Обработка поверхности: такая как ниотричинг, хромирование и т. Д., Улучшение твердости поверхности плесени и стойкости износа.
3. МоuLD обработка
Грубовация: использование фрезерных машин, токарных станков и другого оборудования для предварительной обработки для удаления избыточного материала.
Отделка: точная обработка с использованием машин ЧПУ для обеспечения точности размерных и поверхностной отделки.
Электрическая обработка разряда (EDM): используется для обработки комплексных форм и тонких конструкций.
Полировка: полость и ядро отполированы, чтобы обеспечить гладкую поверхность.
4. МоuLD сборка
Запасные детали: Соберите обработанные детали, чтобы обеспечить точность каждой части.
Ввод в эксплуатацию: чтобы проверить форму, отрегулируйте систему заливки, систему охлаждения и систему выброса, чтобы обеспечить нормальную работу плесени.
5. МоuЛД -тестирование и коррекция
Тестовая форма: используйте фактические производственные материалы для проверки формы, проверки размера продукта, качества поверхности и условий демонстрации.
Коррекция: Согласно результатам испытаний, плесень корректируется до тех пор, пока не будут выполнены требования к конструкции.
Во -вторых, пластиковые требования к обработке формы для формы воды
1. Точность измерения
Размер полости: чтобы гарантировать, что размер полости является точным и в соответствии с требованиями к конструкции продукта, обычно допуск контролируется в пределах ± 0. 05 мм.
Точность подходит: детали подходят равномерно, избегайте вспышки или плесени.
2. Качество поверхности
Отдел: Требования к поверхности полости и поверхности ядра высоки, обычно должны достичь ra 0. 2 или менее.
Нет дефектов: никаких царапин, трещин, пор и других дефектов на поверхности.
3. Структурная сила
Жесткость: плесень должна иметь достаточную жесткость, чтобы избежать деформации во время литья под давлением.
Устойчивость к износу: поверхность плесени должна быть закалена, чтобы улучшить устойчивость к износу и продлить срок службы.
4. Система охлаждения
Единое охлаждение: конструкция охлаждающей воды разумна, чтобы гарантировать, что все части формы равномерно охлаждаются, чтобы избежать деформации продукта.
Эффективное охлаждение: высокая эффективность охлаждения, сокращает цикл впрыска.
5. Система заливки
Конструкция пути потока: размер пути потока разумный для обеспечения гладкого пластикового потока и снижения потери давления.
Конструкция затвора: местоположение и размер затвора подходят, чтобы избежать дефектов поверхности продукта.
6. Выбросить систему
Плавное изгнание: дизайн системы выброса разумна для обеспечения плавного высвобождения продуктов, избежать деформации или повреждения.
Нет следа: позиция напор разумно не оставлять очевидные оценки на поверхности продукта.
7. Выхлопная система
Гладкий выхлоп: Проект выхлопного бака разумная для обеспечения плавного сброса газа в форме и избежать пузырьков или сжигания продукта.
8. Служба жизни
Долговечность: плесень должен иметь длительный срок службы, обычно требующий более 500 раз, {1}}.
Легкое техническое обслуживание: конструкция структуры плесени разумно, прост в обслуживании и ремонте.
ПроблемаПластиковая форма для воды
Упаковка &. Доставка

Компоненты плесени
Плесень стали

Горячая система бегунов

Стандартные детали

Часто задаваемые вопросы
Q: Из какого материала изготовлена пластиковая форма для инъекции ведра?
A: Наиболее часто используемым материалом для производственных форм для инъекций является высококачественная сталь, такая как P20, 718, 2738 и т. Д.
В: Каков процесс изготовления пластиковой формы для воды?
A: Процесс изготовления формы включает в себя проектирование, машиностроение, программирование машин, производство плесени, тестирование плесени и валидацию.
В: Можно ли настроить форму в соответствии с конкретными требованиями продукта?
О: Да, формы могут быть настроены на конкретные требования к продукту в соответствии с проектированием и спецификациями проекта.
В: Какие факторы мы должны учитывать при создании пластиковых форм?
A: Некоторые из факторов, которые следует учитывать при изготовлении пластиковых форм, включают в себя конструкцию продукта, выбор пластикового материала, выбор материала плесени, емкость машины для литья под давлением, время охлаждения, требования к обслуживанию плесени и т. Д.
В: Сколько времени нужно, чтобы сделать пластиковую форму для воды?
A: Время, необходимое для изготовления формы, зависит от сложности и размера плесени. Тем не менее, это обычно занимает от шести до восьми недель.
В: Как обеспечить качество плесени?
A: Для обеспечения качества формы, разумного проектирования и инженерии, высококачественных материалов и строгих процедур контроля качества следует использовать во всем процессе производства плесени.
В: Как долго длится плесень?
A: Срок службы формы зависит от качества плесени, методов технического обслуживания и условий работы. Хорошо удержанная плесень может использоваться сотни тысяч раз.
Q: Каковы преимущества изготовления пластиковых форм для инъекций?
О: Некоторые из преимуществ производства пластиковых форм включают более быстрое время производства, более низкие затраты на единицу, высокую точность и способность производить сложные формы и конструкции.
Q: Можно ли отремонтировать и поддерживать наши пластиковые формы для ведра воды?
О: Да, наши пластиковые формы для воды могут быть обслуживались и поддерживаются, чтобы продлить срок службы. Регулярное техническое обслуживание может предотвратить неисправности и обеспечить консистенцию качества.
Отзывы клиентов






